Produkcja opakowań na leki to złożony proces, który wymaga precyzji, innowacyjności i ścisłego przestrzegania regulacji prawnych. Jest to dziedzina, w której bezpieczeństwo pacjenta stanowi absolutny priorytet, a każde opakowanie musi spełniać rygorystyczne normy jakościowe. Dobrze zaprojektowane i wykonane opakowanie nie tylko chroni produkt leczniczy przed czynnikami zewnętrznymi, ale także dostarcza kluczowych informacji dla pacjenta i personelu medycznego, a także zapobiega fałszerstwom.
Współczesna produkcja opakowań farmaceutycznych to dynamicznie rozwijający się sektor, który nieustannie poszukuje nowych rozwiązań technologicznych i materiałowych. Celem jest zapewnienie jak najwyższego poziomu bezpieczeństwa, łatwości użycia oraz zgodności z rosnącymi wymaganiami środowiskowymi. Od wyboru odpowiednich surowców, przez projektowanie, aż po proces druku i finalne formowanie opakowań, każdy etap jest starannie kontrolowany.
Zaangażowanie w innowacje jest kluczowe dla branży farmaceutycznej. Firmy produkujące opakowania nieustannie inwestują w badania i rozwój, aby oferować rozwiązania, które lepiej chronią leki, ułatwiają ich dawkowanie i transport, a także minimalizują negatywny wpływ na środowisko. To nie tylko kwestia zgodności z przepisami, ale także budowania zaufania wśród pacjentów i partnerów biznesowych.
Zrozumienie specyfiki produkcji opakowań na leki jest niezbędne dla każdego, kto jest zaangażowany w łańcuch dostaw produktów leczniczych. Od producentów farmaceutyków, przez dystrybutorów, po apteki i pacjentów, wszyscy korzystają z dobrze wykonanych i funkcjonalnych opakowań, które gwarantują integralność i skuteczność leków.
Niezbędne materiały i technologie w procesie produkcji opakowań farmaceutycznych
Proces tworzenia opakowań na leki opiera się na starannym doborze materiałów, które muszą wykazywać się specyficznymi właściwościami, takimi aby zapewnić maksymalną ochronę dla zawartej w nich substancji czynnej. Kluczowe jest nie tylko zabezpieczenie przed czynnikami fizycznymi, takimi jak wilgoć, światło czy tlen, ale również przed potencjalnym przenikaniem szkodliwych substancji z samego opakowania do leku. W tym celu stosuje się różnorodne tworzywa, szkło, metale oraz papier i tekturę, często w połączeniu ze specjalnymi barierami.
Najczęściej wykorzystywanymi materiałami są polimery, w tym polietylen (PE), polipropylen (PP), polistyren (PS) czy politereftalan etylenu (PET). Wybór konkretnego polimeru zależy od rodzaju leku i jego wrażliwości. Niektóre leki, zwłaszcza te wrażliwe na światło, wymagają opakowań wykonanych z materiałów nieprzezroczystych lub wyposażonych w dodatkowe warstwy ochronne. Szkło, choć cięższe i bardziej kruche, wciąż znajduje zastosowanie w produkcji ampułek i fiolek, szczególnie dla leków wymagających najwyższej szczelności i inertności chemicznej.
Zastosowanie innowacyjnych technologii druku i uszlachetniania jest równie istotne. Druk fleksograficzny, offsetowy, sitodrukowy czy cyfrowy pozwalają na naniesienie na opakowanie niezbędnych informacji, takich jak nazwa leku, dawkowanie, skład, numer serii, data ważności oraz instrukcje użycia. Ważne jest, aby stosowane farby były bezpieczne dla kontaktu z żywnością i lekami, a także odporne na ścieranie i blaknięcie. Technologie takie jak hot-stamping, lakierowanie UV czy tłoczenie nadają opakowaniom dodatkową estetykę i funkcjonalność, a także mogą służyć jako zabezpieczenie przed fałszerstwem.
Ważnym aspektem jest również zrównoważony rozwój. Producenci coraz częściej poszukują rozwiązań ekologicznych, takich jak opakowania biodegradowalne, pochodzące z recyklingu lub nadające się do ponownego przetworzenia. Zastosowanie lekkich materiałów, redukcja ilości wykorzystywanego surowca oraz optymalizacja procesów produkcyjnych przyczyniają się do zmniejszenia śladu węglowego branży.
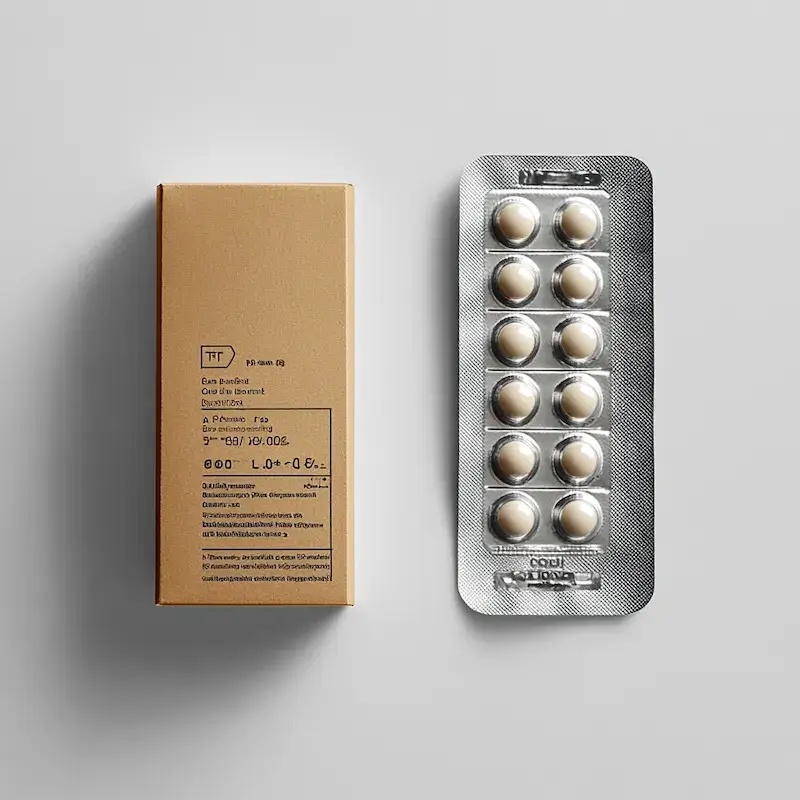
Stosowane technologie produkcji obejmują również formowanie opakowań. W przypadku opakowań z tworzyw sztucznych często wykorzystuje się techniki takie jak wytłaczanie, termoformowanie czy wtrysk. Dla opakowań kartonowych kluczowe są procesy wykrawania, klejenia i składania, które muszą być precyzyjne, aby zapewnić stabilność i bezpieczeństwo produktu. Niektóre opakowania, na przykład blistry, wymagają zastosowania specjalistycznych maszyn do zgrzewania folii z tworzywa sztucznego z papierowym lub foliowym wieczkiem.
Zabezpieczenia opakowań na leki przed fałszowaniem i manipulacją

Jednym z podstawowych zabezpieczeń jest stosowanie unikalnych numerów seryjnych oraz kodów kreskowych lub kodów QR na każdym opakowaniu. Umożliwiają one śledzenie produktu na każdym etapie łańcucha dostaw, od producenta po punkt sprzedaży, a także weryfikację autentyczności produktu przez konsumenta lub farmaceutę za pomocą odpowiednich aplikacji. Wdrożenie systemów serializacji, zgodnych z dyrektywami takimi jak ta unijna Dyrektywa w sprawie fałszowania leków (FMD), pozwala na identyfikację każdej pojedynczej paczki leku.
Nowoczesne opakowania farmaceutyczne często wykorzystują także zaawansowane elementy graficzne, które są trudne do skopiowania. Należą do nich między innymi grawerunki o wysokiej rozdzielczości, mikrodruki, nadruki zmieniające kolor w zależności od kąta patrzenia (efekt optyczny), czy hologramy. Stosowanie specjalnych farb, na przykład termochromowych (zmieniających kolor pod wpływem temperatury) lub fluorescencyjnych (widocznych pod światłem UV), również stanowi skuteczną barierę dla fałszerzy.
Kolejnym ważnym elementem są zabezpieczenia fizyczne opakowania, które świadczą o jego nienaruszalności. Należą do nich między innymi plomby zabezpieczające, które po zerwaniu lub naruszeniu uniemożliwiają ponowne zamknięcie opakowania w sposób niezauważalny. Mogą to być naklejki z klejem o wysokiej przyczepności, specjalne zamknięcia lub folie zgrzewane, które po otwarciu ulegają zniszczeniu. Opakowania typu „child-resistant”, czyli zabezpieczone przed otwarciem przez dzieci, również stanowią pewien poziom zabezpieczenia.
Warto również wspomnieć o zastosowaniu technologii cyfrowych, które uzupełniają tradycyjne zabezpieczenia. Obejmują one na przykład umieszczanie na opakowaniu unikalnych, kryptograficznych znaków, które można zweryfikować za pomocą dedykowanej aplikacji mobilnej. Takie rozwiązania nie tylko zwiększają bezpieczeństwo, ale także budują zaufanie pacjentów do marki i produktu.
Proces produkcji opakowań na leki jest nieustannie udoskonalany w celu zapewnienia jak najwyższego poziomu ochrony przed fałszerstwem. Firmy inwestują w nowe technologie i materiały, a także współpracują z organami regulacyjnymi i sektorem bezpieczeństwa, aby skutecznie przeciwdziałać zagrożeniom związanym z podrabianymi lekami.
Wymogi prawne i regulacyjne dotyczące produkcji opakowań na leki
Produkcja opakowań na leki podlega niezwykle rygorystycznym przepisom prawnym i regulacjom, których celem jest zapewnienie bezpieczeństwa pacjentów oraz jakości i skuteczności produktów leczniczych. Te regulacje obejmują szeroki zakres zagadnień, od wyboru odpowiednich materiałów, przez proces produkcji, aż po przechowywanie i transport gotowych opakowań. Kluczowe znaczenie mają normy krajowe i międzynarodowe, a także wytyczne wydawane przez agencje regulacyjne, takie jak Europejska Agencja Leków (EMA) czy amerykańska Agencja Żywności i Leków (FDA).
Jednym z podstawowych wymogów jest zgodność materiałów używanych do produkcji opakowań z przepisami dotyczącymi kontaktu z żywnością i produktami leczniczymi. Oznacza to, że materiały te nie mogą reagować z lekiem, uwalniać do niego szkodliwych substancji ani wpływać na jego stabilność i właściwości. Konieczne jest przeprowadzenie szczegółowych testów migracji, aby potwierdzić bezpieczeństwo materiałów. W tym kontekście istotne są również regulacje dotyczące OCP, czyli opakowań zbiorczych przewoźnika, które muszą spełniać określone normy dotyczące ochrony i oznakowania.
Proces produkcji musi być prowadzony zgodnie z zasadami Dobrej Praktyki Wytwarzania (GMP – Good Manufacturing Practice). GMP określa standardy dotyczące higieny, kontroli jakości, walidacji procesów, dokumentacji i szkoleń personelu. Zapewnia to, że opakowania są produkowane w sposób powtarzalny, zgodnie ze specyfikacją i nie stanowią zagrożenia dla produktu leczniczego. Wymogi GMP obejmują również infrastrukturę zakładu produkcyjnego, w tym systemy wentylacji, kontrolę temperatury i wilgotności, a także procedury czyszczenia i konserwacji maszyn.
Oznakowanie opakowań jest kolejnym obszarem podlegającym ścisłym regulacjom. Informacje umieszczane na opakowaniu muszą być czytelne, zrozumiałe i zgodne z zatwierdzonymi informacjami o produkcie leczniczym. Obejmuje to nazwę leku, dawkę, skład, numer serii, datę ważności, warunki przechowywania, a także ostrzeżenia i instrukcje użycia. W przypadku leków wydawanych na receptę, wymagane jest również umieszczenie informacji umożliwiających identyfikację pacjenta lub placówki medycznej.
Dodatkowo, regulacje coraz częściej skupiają się na bezpieczeństwie opakowań przed fałszowaniem. Wymaga to stosowania specjalnych zabezpieczeń, takich jak kody unikalnej identyfikacji, hologramy, mikrodruki czy plomby zabezpieczające. Przepisy te mają na celu zapewnienie integralności łańcucha dostaw leków i ochronę pacjentów przed podrabianymi produktami.
Producenci opakowań farmaceutycznych muszą na bieżąco śledzić zmieniające się przepisy i dostosowywać swoje procesy produkcyjne oraz stosowane technologie do nowych wymagań. Audyty i inspekcje przeprowadzane przez organy regulacyjne są regularną częścią działalności, mającą na celu potwierdzenie zgodności z obowiązującymi standardami.
Innowacyjne rozwiązania w projektowaniu i funkcjonalności opakowań na leki
Branża produkcji opakowań na leki nieustannie ewoluuje, wprowadzając innowacyjne rozwiązania, które mają na celu nie tylko zwiększenie bezpieczeństwa i ochrony leków, ale także poprawę komfortu ich użytkowania przez pacjentów. Nowoczesne opakowania często wykraczają poza swoją podstawową funkcję ochrony, stając się integralną częścią procesu terapeutycznego, ułatwiając dawkowanie, poprawiając przestrzeganie zaleceń lekarskich i zwiększając ogólną satysfakcję pacjenta.
Jednym z kluczowych obszarów innowacji jest projektowanie opakowań ułatwiających dawkowanie. Dotyczy to szczególnie leków przyjmowanych przez dzieci lub osoby starsze, które mogą mieć trudności z otwieraniem standardowych opakowań lub precyzyjnym odmierzaniem dawki. Rozwiązania takie jak blistry z indywidualnie oznaczonymi komorami na każdy dzień tygodnia lub konkretną porę dnia, dozowniki z precyzyjnym mechanizmem odmierzania, czy opakowania z wbudowanymi wskaźnikami zużycia pomagają pacjentom w regularnym przyjmowaniu leków, co przekłada się na skuteczność terapii.
Zwiększona funkcjonalność opakowań obejmuje również rozwiązania ułatwiające przechowywanie i transport leków. Na przykład, opakowania termiczne, które utrzymują stałą temperaturę produktu, są kluczowe dla leków wymagających przechowywania w określonym zakresie temperatur, takich jak szczepionki czy niektóre leki biologiczne. Innowacyjne systemy zamknięć, które zapobiegają przypadkowemu otwarciu lub wyciekowi, również podnoszą poziom bezpieczeństwa i wygody użytkowania.
Kolejnym ważnym kierunkiem rozwoju jest personalizacja opakowań. Dzięki nowoczesnym technologiom druku cyfrowego możliwe jest tworzenie opakowań dostosowanych do indywidualnych potrzeb pacjentów, na przykład z uwzględnieniem ich imienia, konkretnych zaleceń lekarza lub informacji w języku dostosowanym do ich potrzeb. Takie podejście nie tylko buduje silniejszą więź między pacjentem a marką, ale także może zwiększyć zaangażowanie pacjenta w proces leczenia.
W kontekście rosnącej świadomości ekologicznej, innowacje koncentrują się również na tworzeniu opakowań przyjaznych dla środowiska. Obejmuje to stosowanie materiałów biodegradowalnych, pochodzących z recyklingu, a także projektowanie opakowań, które minimalizują ilość wykorzystywanego surowca. Automatyzacja procesów produkcyjnych, optymalizacja logistyki i zastosowanie materiałów o niższym śladzie węglowym to kolejne aspekty zrównoważonego rozwoju w tej dziedzinie.
Rozwój technologii, takich jak materiały inteligentne (smart materials), które mogą na przykład zmieniać kolor w odpowiedzi na warunki przechowywania, czy opakowania zintegrowane z technologiami cyfrowymi (np. z czujnikami monitorującymi integralność produktu), otwiera nowe perspektywy dla przyszłości produkcji opakowań na leki. Te innowacje mają potencjał do dalszego zwiększenia bezpieczeństwa, skuteczności i dostępności terapii.
Proces kontroli jakości podczas produkcji opakowań na leki
Ścisła kontrola jakości jest fundamentem produkcji opakowań na leki, gwarantującym, że każdy produkt spełnia najwyższe standardy bezpieczeństwa i funkcjonalności. Proces ten obejmuje wieloetapowe działania, rozpoczynające się od selekcji surowców, a kończące na finalnej weryfikacji gotowych opakowań przed ich wysyłką do producentów farmaceutycznych. Każdy etap wymaga precyzyjnego monitorowania i stosowania rygorystycznych procedur.
Pierwszym krokiem jest kontrola jakości przyjmowanych surowców. Wszystkie materiały, takie jak tworzywa sztuczne, papier, tektura, folie czy farby drukarskie, muszą spełniać określone specyfikacje techniczne i normy bezpieczeństwa. Przeprowadzane są testy potwierdzające ich czystość, brak szkodliwych zanieczyszczeń, a także odpowiednie właściwości fizyczne i chemiczne. Dotyczy to również materiałów wykorzystywanych w opakowaniach zbiorczych przewoźnika (OCP), które muszą zapewniać stabilność i ochronę podczas transportu.
W trakcie samego procesu produkcji opakowań, stosuje się szereg punktów kontrolnych. Obejmują one monitorowanie parametrów maszyn produkcyjnych, takich jak temperatura, ciśnienie czy prędkość, które mają bezpośredni wpływ na jakość finalnego produktu. Weryfikowane są wymiary opakowań, ich kształt, szczelność połączeń oraz jakość wykonania. Specjalistyczne urządzenia, takie jak spektrofotometry, służą do kontroli dokładności kolorów druku, a mikroskopy do weryfikacji jakości mikrodruków i innych elementów zabezpieczających.
Szczególną uwagę poświęca się procesowi druku. Kontrolowana jest poprawność naniesienia wszystkich informacji, w tym numerów seryjnych, dat ważności, składu i instrukcji użycia. Sprawdzana jest czytelność tekstu, trwałość nadruku oraz zgodność z zatwierdzonym projektem graficznym. Kluczowe jest również zapewnienie, że stosowane farby są bezpieczne i nie migrują do produktu leczniczego.
Po zakończeniu procesu produkcji, przeprowadzana jest finalna kontrola jakości gotowych opakowań. Polega ona na szczegółowej weryfikacji losowo wybranych partii produktów pod kątem wszelkich wad wizualnych i funkcjonalnych. Testuje się wytrzymałość opakowań, ich szczelność oraz łatwość otwierania i zamykania. W przypadku opakowań wymagających specjalnych zabezpieczeń, takich jak plomby czy blokady antydziecięce, ich prawidłowe działanie jest dokładnie sprawdzane.
Cały proces kontroli jakości jest dokumentowany, tworząc szczegółowe raporty i zapisy, które są niezbędne do celów audytowych i zapewnienia pełnej identyfikowalności produktów. System zarządzania jakością, zgodny z normami ISO, a także wytycznymi GMP, stanowi integralną część funkcjonowania zakładu produkcyjnego, gwarantując stałe doskonalenie i minimalizowanie ryzyka wystąpienia wadliwych produktów.
Przyszłość produkcji opakowań na leki i trendy rynkowe
Przyszłość produkcji opakowań na leki rysuje się jako dynamiczny krajobraz innowacji, napędzany przez postęp technologiczny, rosnące wymagania regulacyjne oraz zmieniające się potrzeby pacjentów i rynku. Kluczowe trendy wskazują na dalszy rozwój w kierunku zwiększenia bezpieczeństwa, personalizacji, zrównoważonego rozwoju i integracji cyfrowej. Firmy działające w tej branży muszą nieustannie adaptować się do tych zmian, aby utrzymać konkurencyjność i sprostać wyzwaniom przyszłości.
Jednym z najważniejszych trendów jest dalsza personalizacja opakowań. Wraz z rozwojem medycyny spersonalizowanej, rośnie zapotrzebowanie na opakowania, które można dostosować do indywidualnych potrzeb pacjentów. Techniki druku cyfrowego i zaawansowane systemy zarządzania danymi pozwolą na tworzenie opakowań z unikalnymi informacjami dla każdego pacjenta, w tym z indywidualnym dawkowaniem, przypomnieniami o przyjęciu leku czy informacjami w preferowanym języku. To podejście nie tylko zwiększa skuteczność terapii, ale także buduje silniejszą relację pacjenta z marką.
Zrównoważony rozwój będzie odgrywał coraz większą rolę. Obserwujemy rosnące zainteresowanie opakowaniami wykonanymi z materiałów biodegradowalnych, pochodzących z recyklingu lub nadających się do ponownego przetworzenia. Producenci będą dążyć do minimalizacji ilości wykorzystywanych materiałów, optymalizacji procesów produkcyjnych pod kątem zużycia energii i wody, a także do tworzenia opakowań, które łatwiej poddać recyklingowi. Rozwój bioplastików i innych materiałów przyjaznych dla środowiska będzie kluczowy w tym obszarze.
Integracja cyfrowa i inteligentne opakowania stanowią kolejny rewolucyjny kierunek rozwoju. Opakowania wyposażone w technologie takie jak RFID, czujniki temperatury czy inne elementy IoT (Internet of Things) będą mogły monitorować stan produktu, jego autentyczność i warunki przechowywania w czasie rzeczywistym. Umożliwi to lepsze śledzenie łańcucha dostaw, zapobieganie fałszerstwom i poprawę bezpieczeństwa pacjentów. Aplikacje mobilne połączone z opakowaniami będą dostarczać pacjentom dodatkowych informacji i wsparcia terapeutycznego.
Automatyzacja i robotyzacja procesów produkcyjnych będą kontynuowane, mając na celu zwiększenie wydajności, redukcję kosztów i minimalizację ryzyka błędów ludzkich. Zaawansowane systemy wizyjne i sztuczna inteligencja będą wykorzystywane do precyzyjnej kontroli jakości, zapewniając jeszcze wyższy poziom niezawodności opakowań. Nowe techniki druku, takie jak druk 3D, mogą znaleźć zastosowanie w produkcji opakowań specjalistycznych lub w prototypowaniu.
W związku z tym, że rynek farmaceutyczny staje się coraz bardziej globalny, producenci opakowań będą musieli sprostać złożonym wymogom regulacyjnym obowiązującym w różnych krajach. Zdolność do szybkiego dostosowania się do zmieniających się przepisów oraz zapewnienia zgodności z globalnymi standardami będzie kluczowa dla sukcesu na międzynarodowym rynku. Wprowadzanie innowacyjnych rozwiązań, które wyprzedzają obecne standardy, stanie się nie tylko przewagą konkurencyjną, ale wręcz koniecznością.